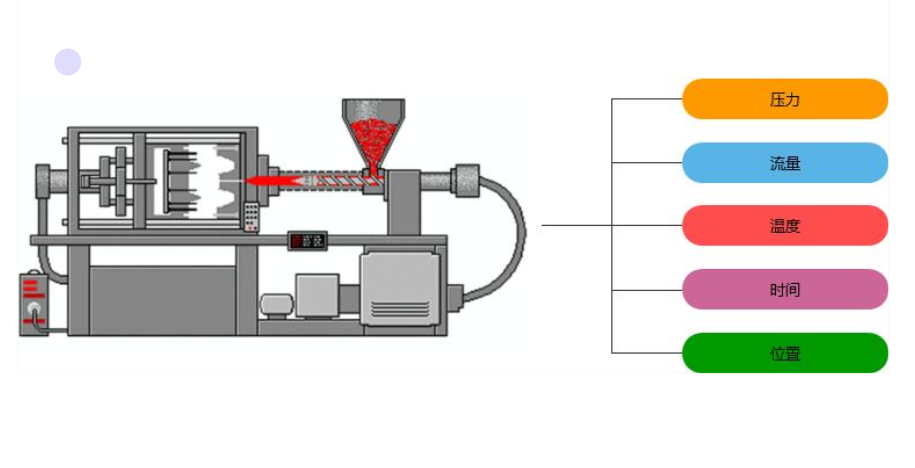
注塑機加工示意圖
將固態塑料加熱至熔融狀態,在高壓下注入模具型腔,經冷卻定型后獲得所需制品。蘇州模具設計需精準匹配工藝參數,保障成型效果
固態塑料 → 粘流態熔體
溫度控制:180-230℃
剪切熱 + 傳導熱
熔體均勻性控制
高壓注入模具型腔
壓力范圍:80-200MPa
充模時間:3-5秒
澆口設計優化
水冷系統循環降溫
冷卻時間占比:70-80%
模溫控制:20-60℃
制品收縮補償
| 工藝階段 | 溫度(℃) | 壓力(MPa) | 時間(s) | 關鍵控制點 |
|---|---|---|---|---|
| 塑化 | 180-230 | - | 30-120 | 熔體均勻性、溫度分布 |
| 注射 | - | 80-200 | 5-30 | 充模完整性、注射速度 |
| 保壓 | - | 50-150 | 20-120 | 收縮補償、澆口密封 |
| 冷卻 | 20-60 | - | 60-300 | 模溫均勻性、冷卻效率 |
| 缺陷類型 | 可能原因 | 解決方案 |
|---|---|---|
| 表面縮痕 | 保壓不足/冷卻不均/澆口過早凍結 | 延長保壓時間10-15% 優化冷卻水路布局 |
| 熔接線明顯 | 熔體前鋒溫度差>5℃ 注射速度過慢 |
提高注射速度15-20% 調整澆口位置與數量 |
| 制品翹曲 | 冷卻系統設計不合理 內應力分布不均 |
優化水路布局至型面±2℃ 增加保壓壓力梯度 |
| 飛邊毛刺 | 鎖模力不足 模具分型面磨損 |
提高鎖模力5-10% 修復模具分型面 |
烘干處理:2-4小時
除濕干燥
防止銀紋缺陷
模溫傳感器監測
壓力曲線分析
實時閉環控制
定期保養周期
型腔拋光處理
排氣系統清潔
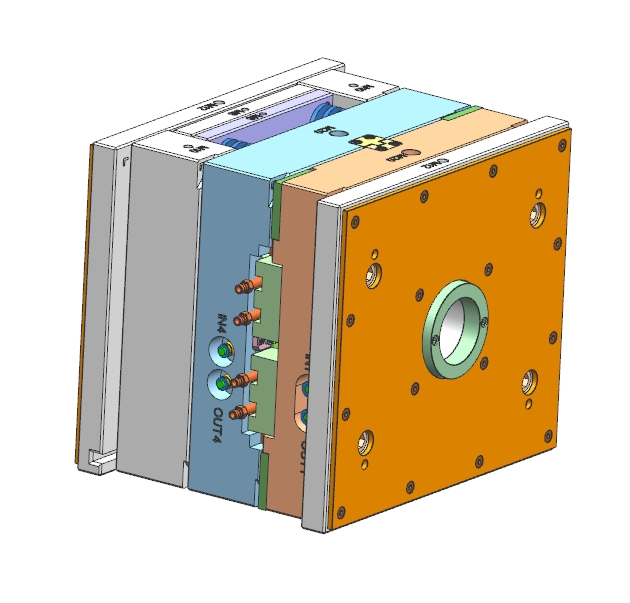
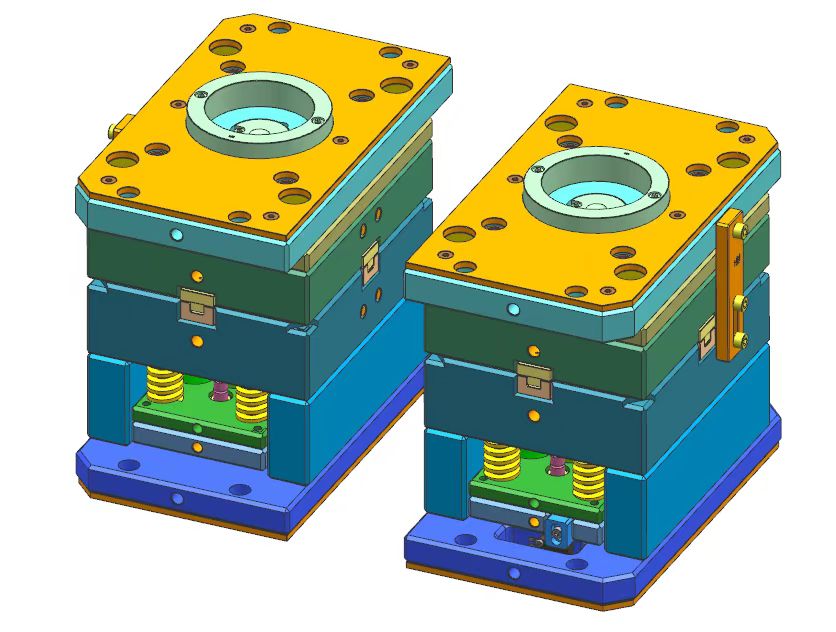
中正通模具設計中心深耕蘇州昆山注塑模具設計領域,精通HASCO、DME、MISUMI等國際模具標準,將注塑成型工藝原理與實際制造需求深度結合。我們為汽車、電子、醫療、家電等行業提供注塑模具全3D/2D設計、DFM開模報告、工藝優化建議等專業服務,從模具設計源頭把控注塑成型質量,減少試模次數、提升生產效率。服務覆蓋蘇州、昆山、太倉、常熟等區域,為您的注塑模具項目提供合規、可靠的設計解決方案!
電話聯絡