您好,歡迎訪問我們網(wǎng)站,我們?yōu)槟峁B氉⑺苣>咴O計服務!
在蘇州模具設計與注塑生產(chǎn)過程中,注塑顆粒的流動性和成型性直接影響注塑制品的質(zhì)量、生產(chǎn)效率及模具使用壽命。以下是多種實用判斷方法,可單獨使用或綜合運用,確保判斷結果準確可靠。
這是行業(yè)內(nèi)最常用的基礎量化測試方法,核心是在國家/行業(yè)標準規(guī)定的固定溫度、壓力條件下,精準測量注塑顆粒熔融后單位時間內(nèi)的流動速度。
一般來說,熔體流動速率數(shù)值越高,代表顆粒熔體流動性越好,注塑成型時越容易快速、完整地填充模具型腔,該方法也是蘇州模具設計中原料篩選的重要依據(jù)。
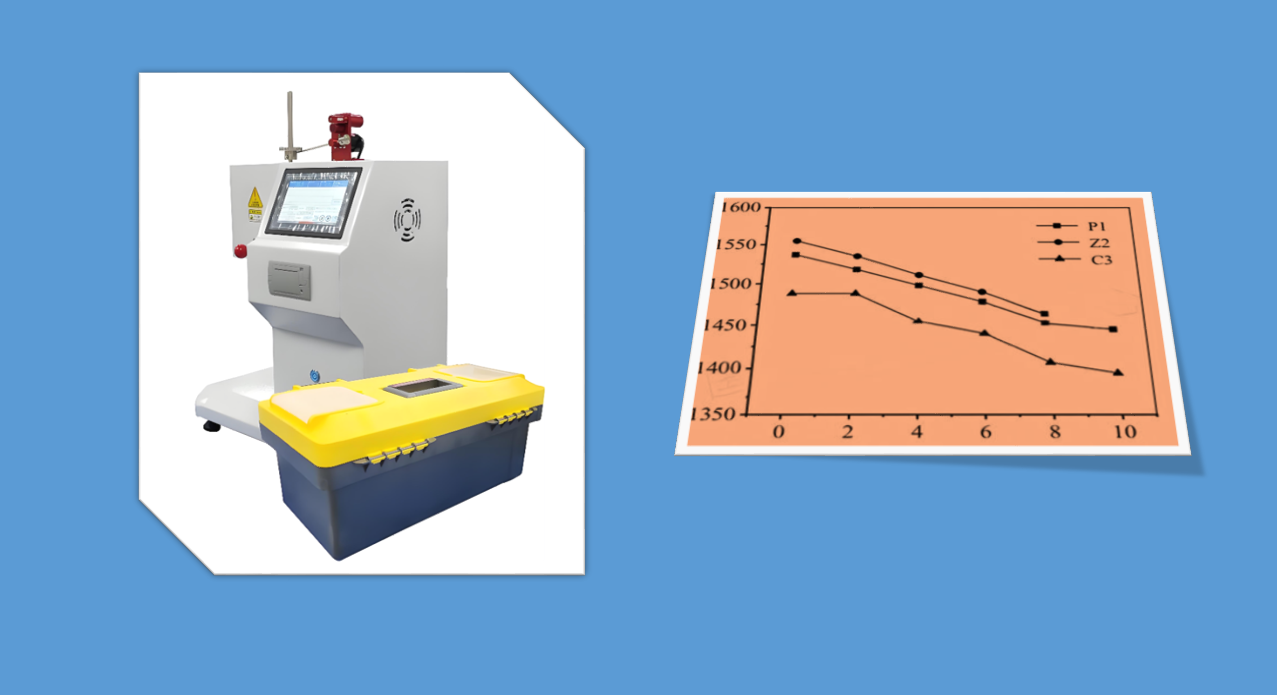
熔體流動速率測試裝置及標準測試流程示意
通過實際注塑生產(chǎn)過程中的現(xiàn)場直觀觀察,無需專業(yè)實驗室設備,可快速判斷顆粒成型性,適合蘇州模具設計項目的車間生產(chǎn)現(xiàn)場實時檢測與問題排查。
注塑過程中,重點觀察熔體是否能順暢、完整填滿模具型腔,無缺料、短射、填充斷層、局部不飽滿等問題。若反復調(diào)整注塑壓力、溫度、速度后仍無法完整填充,即可判定該顆粒流動性偏差。
成型開模后,仔細查看制品外表面與內(nèi)表面,檢查是否光滑平整,有無縮痕、氣紋、熔接痕、毛刺、裂紋、泛白等外觀缺陷。排除模具損傷、工藝參數(shù)錯誤等因素后,表面缺陷頻發(fā)則說明顆粒成型性不佳。
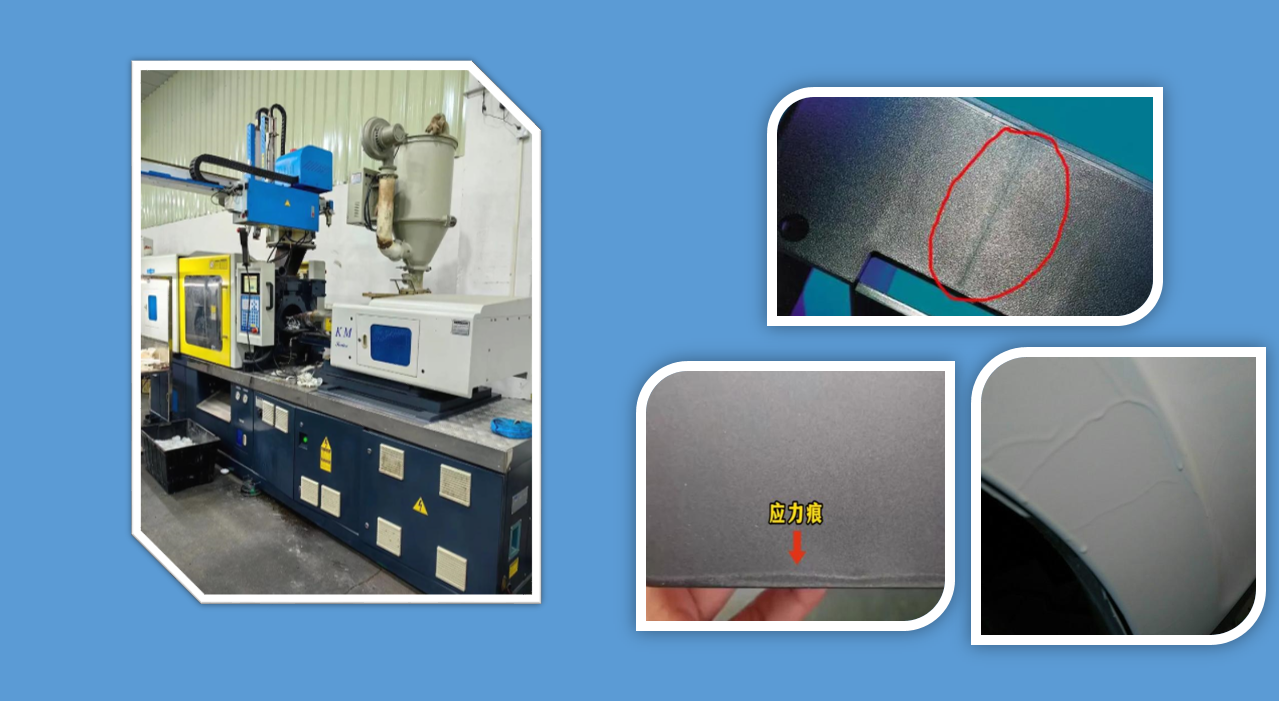
注塑填充過程實拍與合格/缺陷制品表面對比
成型冷卻后,觀察制品能否順利、完整從模具型腔和型芯中脫出,無粘模、脫模變形、邊角破損、拉傷等情況。若脫模困難,需借助頂針加大力度或人工輔助脫模,且制品易受損,說明顆粒成型適配性差,會直接降低生產(chǎn)效率與成品合格率。
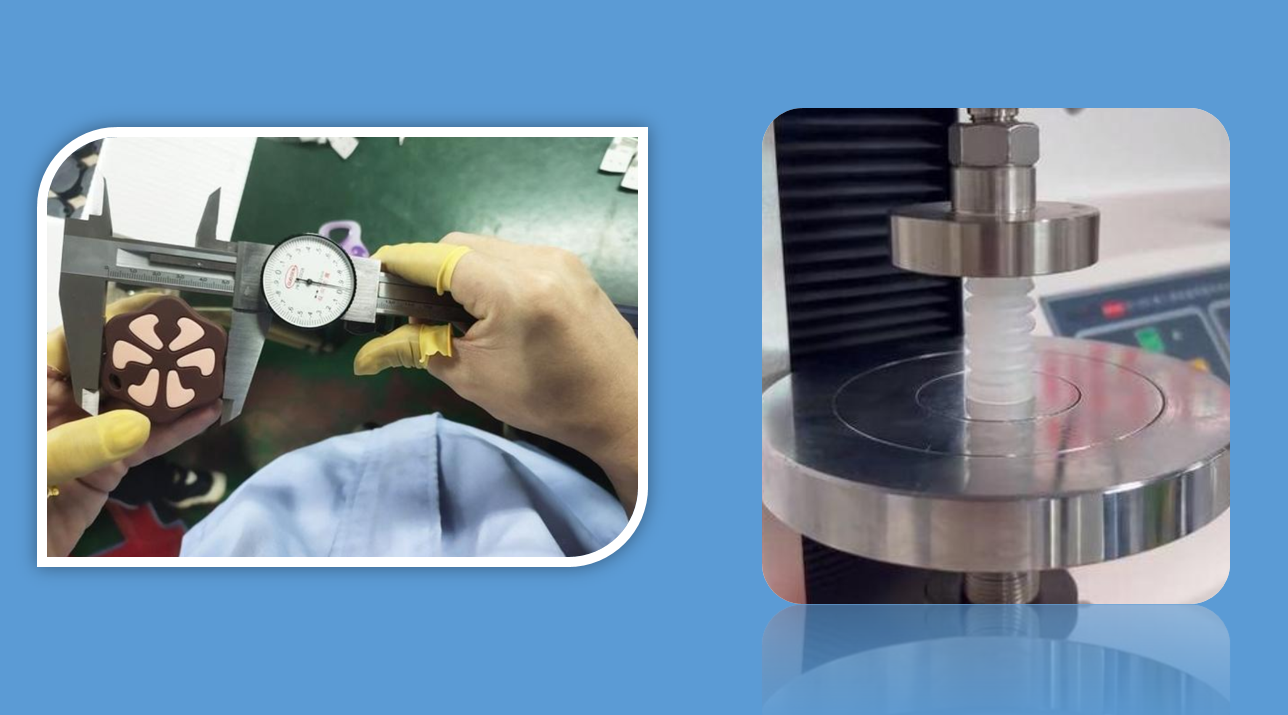
制品尺寸精度檢測與機械性能測試現(xiàn)場
溫馨提示:單一檢測或觀察方法存在一定局限性,容易受工藝、模具、環(huán)境因素干擾。結合蘇州模具設計實際需求,綜合運用上述多種方法并微調(diào)工藝,可最大限度提升判斷準確性,精準篩選適配顆粒,保障生產(chǎn)穩(wěn)定與制品質(zhì)量。
電話聯(lián)絡