打開模具取出膠件或澆注系統的面,稱之為分模面。分模面除受排位的影響外,還受塑件的形狀、外觀、精度、澆口位置、行位、頂出、加工等多種因素影響。合理的分模面是塑件能否完好成型的先決條件。一般應從以下幾個方面綜合考慮:
一般要求臺階頂面與根部的水平距 D ≥ 0.25,如圖5.2.1所示。為保證D的要求,一般調整夾角“A”的大小,當夾角影響產品結構時,應同相關負責人協商確定。當分模面中有幾個臺階面,且 H1 ≥ H2 ≥ H3 時,角度“A”應滿足 A1 ≤ A2 ≤ A3,并盡量取同一角度方便加工。
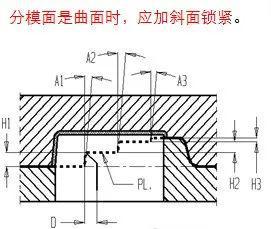
圖5.2.1 臺階型分模面示意圖
角度“A”盡量按下面要求選用:
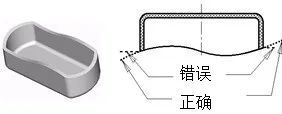
圖5.2.2 曲面型分模面
當選用的分模面具有單一曲面(如柱面)特性時,如圖5.2.2,要求按圖5.2.2a的型式即按曲面的曲率方向伸展一定距離建構分模面。否則,則會形成如圖5.2.3a所示的不合理結構,產生尖鋼及尖角形的封膠面,尖形封膠位不易封膠且易于損壞。

圖5.2.3 不合理結構示例
當分模面為較復雜的空間曲面,且無法按曲面的曲率方向伸展一定距離時,不能將曲面直接延展到某一平面,這樣將會產生如圖5.2.4a所示的臺階及尖形封膠面,而應該延曲率方向建構一個較平滑的封膠曲面,如圖5.2.4b所示。
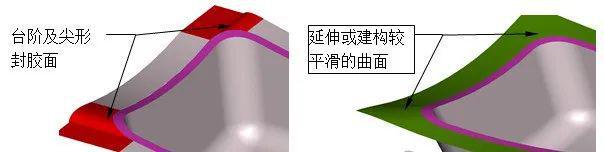
圖5.2.4 曲面分模面正確構建
模具中,要注意保證同一曲面上有效的封膠距離。如圖5.2.3a, 5.2.3b所示,一般情況要求 D ≥ 3mm。
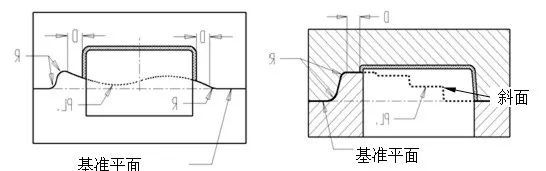
圖5.2.3 封膠距離要求
在建構分模面時,若含有臺階型、曲面型等有高度差異的一個或多個分型面時,必需建構一個基準平面,如圖5.2.5a, 5.2.5b所示。基準平面的目的是為后續的加工提供放置平面和加工基準。
此處的轉折位是指不同高度上的分型面為了與基準平面相接而形成的臺階面。臺階面要求盡量平坦,圖示尺寸“A”一般要求大于15°,合模時允許此面避空。轉角R優先考慮加工刀具半徑,一般R ≥ 3.0mm。
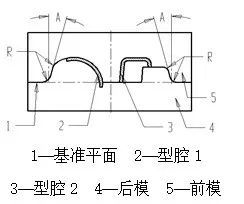
圖5.2.6 分模面轉折位
由于型腔產生的側向壓力不能自身平衡,容易引起前、后模在受力方向上的錯動,一般采用增加斜面鎖緊,利用前后模的剛性,平衡側向壓力,如圖5.2.7所示,鎖緊斜面在合模時要求完全貼合。角度A一般為15°,斜度越大,平衡效果越差。
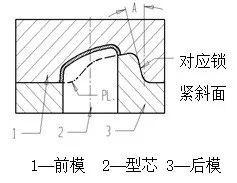
圖5.2.7 斜面鎖緊結構
構建分模面時,如果唧嘴附近的分型面有高度差異,必須用較平坦的面進行連接,平坦面的范圍要大于唧嘴直徑,一般有效面積應大于 Ø18mm,如圖5.2.6所示。
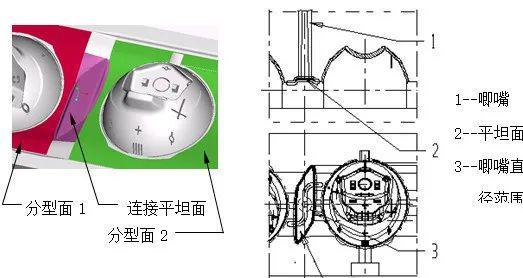
圖5.2.6 唧嘴碰面平坦化
不論小孔處原身留,還是鑲針,一般采取以下方法,對孔位進行構造。為了模具制作簡單,建議孔位處鑲針,但須經過設計者允許。
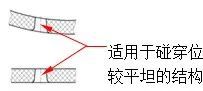
圖5.2.9 孔位處理
A. 直接碰穿 如圖5.2.9,適用于碰穿位較平坦的結構。但對于“鍵盤”類的按鍵孔(如圖5.2.10a),為了改變有可能產生的“批鋒”的方向,常采用插穿形式的結構及尺寸,如圖5.2.10b所示。
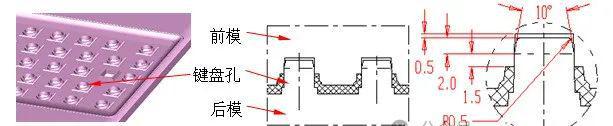
圖5.2.10 直接碰穿與插穿
B. 中間平面碰穿 如圖5.2.11a,適用于碰穿位較陡峭的結構,采用中間平面碰穿的結構可以有效縮短碰穿孔處鋼位的高度,改善鋼位的受力情況。為避免前、后模偏位,建議采用5.2.11a圖示尺寸及結構。圖5.2.11b所示結構中,由于在碰穿處產生側向分力,當碰穿孔較小時,在交變應力的作用下,碰穿孔處的鋼位易于斷裂,影響模具壽命。
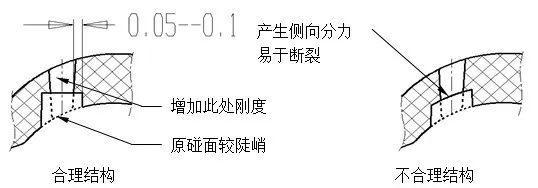
圖5.2.11 中間平面碰穿
C. 插穿 一般不采用,僅僅用在以下所示的情況:
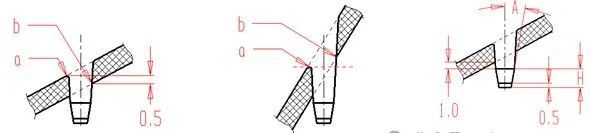
圖5.2.12 插穿結構
當采用插穿結構時,常采用圖5.2.12c所示結構及尺寸。封膠面最小距離須保證1.0mm;導向部位斜度A ≥ 5°,長度H ≥ 2.5mm。
當分型線須分割一個曲面時,為了避免產生尖鋼,分型面的方向應為分型線上任一點的法線方向。如圖5.2.13所示。
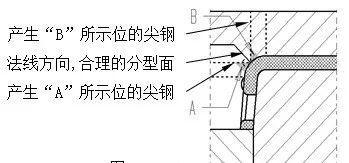
圖5.2.13 避免尖鋼
對于單個產品,分型面有多種選擇時,要綜合考慮產品外觀要求,選擇較隱蔽的分型面。對于有行位分型的成品,行位分型線必須考慮相鄰成品的結構,如相鄰成品同樣需要行位分型,那么行位分型線應調整對齊;如圖5.2.14a, 5.2.14b, 5.2.14c;如相鄰成品不需行位分型,在滿足結構的情況下,行位分型線應盡量縮短如圖5.2.7d。
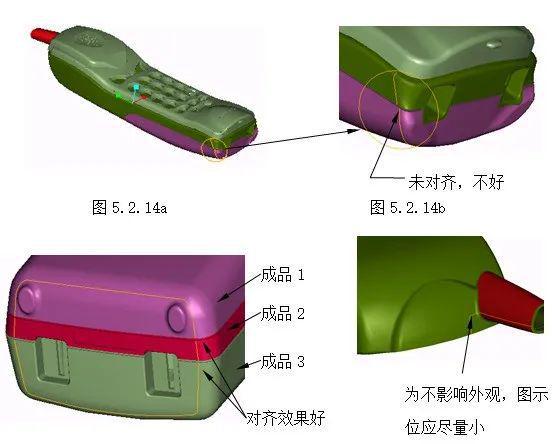
圖5.2.14 外觀分型線處理
電話聯絡